円形ブレードの表面に小さなひび割れが生じましたが、まだ使用できますか?
May 22, 2026
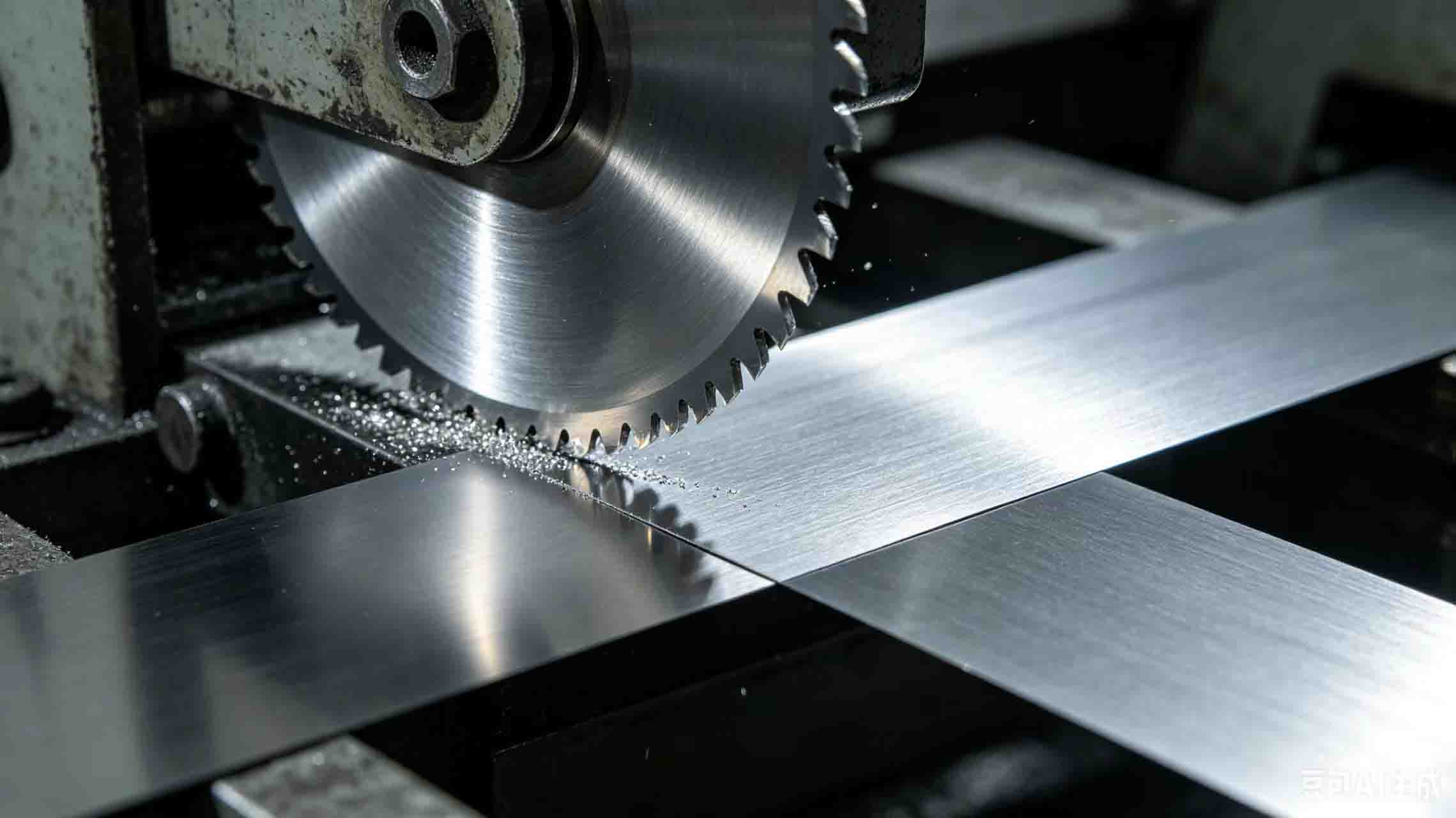
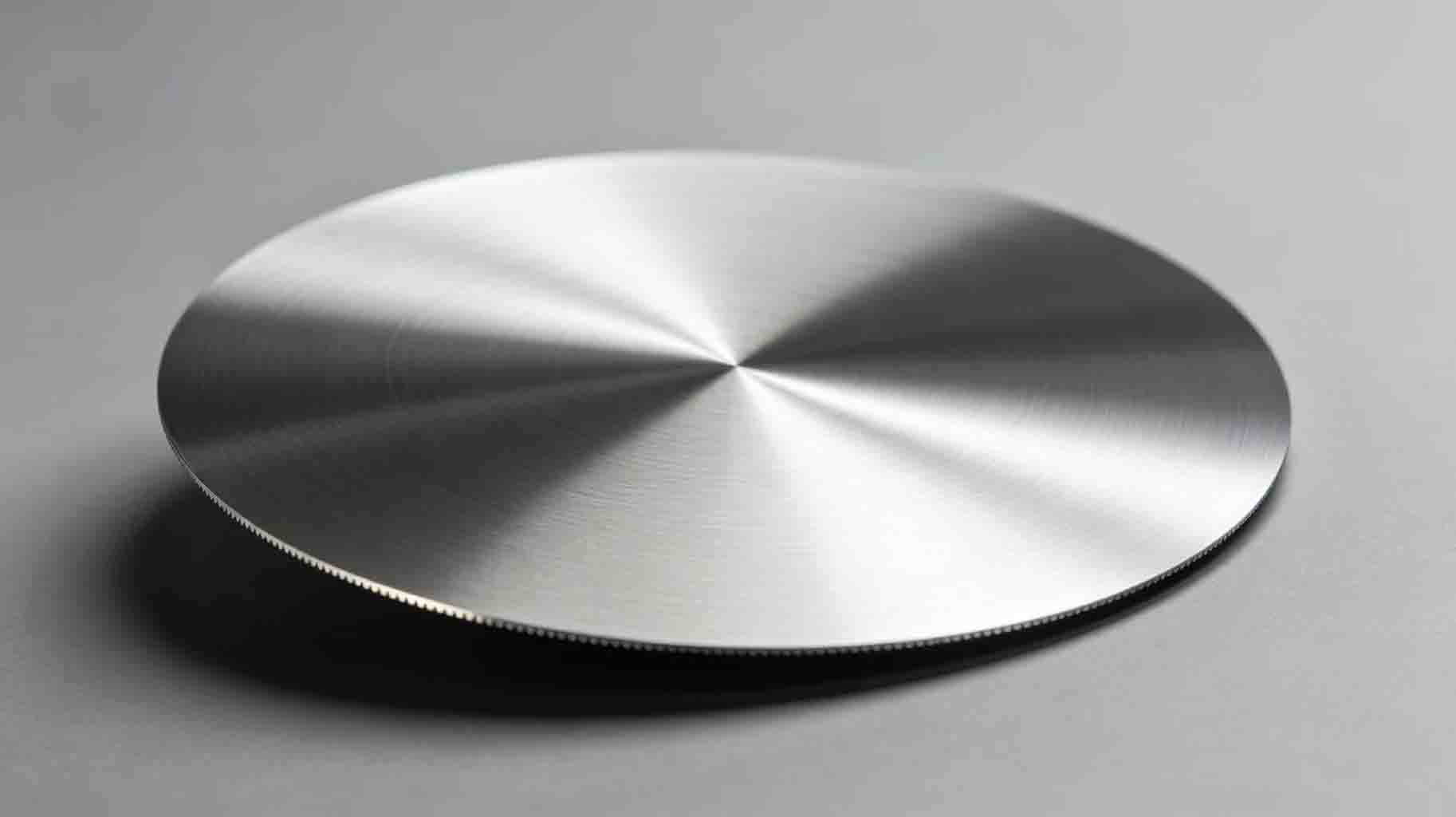
スリット加工中に、作業員は時折、表面に小さな亀裂を発見します。 円形の刃, スリッターブレード、 または 合金ブレードこれらの亀裂の中には肉眼で見えるものもあれば、拡大鏡を使わないと見えないものもあります。このような状況に遭遇したとき、多くの人はまず「まだ使えるのだろうか?」と考えます。明白機械工具技術有限公司は、材料科学と現場経験に基づき、判断基準と対処方法に関する推奨事項を提供します。 1. 亀裂の種類:表面亀裂と深層亀裂 表面の微細な亀裂深さは通常0.05mm未満で、刃の表面層のみに存在します。このような亀裂は、研削熱応力、コーティング収縮応力、または軽微な衝撃によって発生する可能性があります。亀裂が刃先まで達しておらず、刃の材質が高速度鋼または靭性の高い鋼材である場合は、 ステンレス鋼の刃低負荷条件下では一時的に使用できる可能性がある。 深い亀裂深さが0.1mmを超える場合、または表面から内部に亀裂が及んでいる場合。このような亀裂は、過度の熱処理応力、焼入れ時の微細亀裂、または長期疲労によって発生することが多い。深い亀裂が発生すると、ブレードはいつでも完全に破損する可能性があるため、直ちに使用を中止しなければならない。 2. ひび割れの主な原因 1. 研磨焼け再研磨の際、送り速度が速すぎたり冷却が不十分だったりすると、局所的な過熱が発生し、研削割れが生じる。このような割れは通常、刃先付近に細かく直線状に分布する。 2. 熱処理の欠陥焼き入れ温度が高すぎたり、焼き戻しが不十分だったりすると、刃の内部に過剰な残留応力が残り、使用中に徐々に解放されてひび割れの原因となる。 3.疲労亀裂精密機械の刃は交互に切削応力を受け、キー溝や穴の縁などの応力集中点で疲労亀裂が発生します。 4. 衝撃による亀裂刃に、材料の接合部や硬い異物などによる予期せぬ衝撃が加わり、局所的な欠けが生じ、それが亀裂へと進行する。 5.コーティングのひび割れPVDコーティングは硬い反面、脆い性質を持っています。強い衝撃を受けると、基材は無傷のままコーティングに亀裂が入る場合があります。このような亀裂はコーティングの寿命にのみ影響し、刃自体は引き続き使用できます。 3. 使用可能かどうかを判断するための3段階の方法 ステップ1:亀裂の位置を特定する ・端に亀裂が入っている → 危険です。切断中に破片が飛び散る恐れがあります。使用を中止してください。・ブレード本体の応力がかからない部分(例えば、穴の近く)に亀裂が発生した場合 → リスクが低く、短期的な監視で使用できます。・端面に亀裂があるが、外径まで達していない → より詳細な深さの検査が必要です。 ステップ2:亀裂の深さを評価する ・10倍以上の拡大鏡で観察してください。ひび割れが髪の毛のように細く、表面を貫通していない場合は、表面のひび割れである可能性があります。・浸透探傷検査:刃を清掃し、浸透液を塗布し、拭き取り、現像液を塗布します。現像線が連続していて明瞭であれば、亀裂は比較的深いです。・爪や金属片で優しくこすってみてください。溝を感じる場合は、深さが0.1mmを超える可能性があります。 ステップ3:労働条件に基づいて決定する ・低速、低負荷、安全上重要でない位置 → 表面の亀裂は一時的に使用できる可能性があるが、検査頻度を増やす必要がある。・高速、高負荷、自動生産ライン → 亀裂が見つかった場合は、使用を中止することをお勧めします。・貴重な材料を切断したり、人員の安全に関わる場合は、直ちに交換してください。 4. 異なるブレード材料における亀裂許容度 · 高速度鋼製円形ブレード靭性に優れており、表面に微細な亀裂があっても、監視しながら短期間であれば使用可能です。· 合金ブレード (超硬合金):非常に脆いため、亀裂が入った場合は使用を中止することをお勧めします。超硬合金の亀裂は非常に速く進行し、容易に完全な破断につながります。 · ステンレス鋼製の刃靭性は最高レベルで、表面のひび割れに対する耐性も比較的高いが、それでも注意が必要だ。· コーティングされた刃塗膜にひび割れが生じ、基材が損傷していない場合は、引き続き使用できますが、塗膜の保護効果は低下します。 5.刃が割れた場合の緊急時の対処法 ひび割れのあるカスタムブレードを一時的に使用する必要がある場合は、以下のルールに従ってください。 1. 切断速度を通常の60%以下に下げてください。2. ブレードの間隔と重なりを減らして、衝撃を軽減する。3. 30分ごとに作業を中断し、亀裂が広がっていないか確認してください。4. 刃の周りに保護カバーを取り付けます。 6.ひび割れを防ぐには? ・再研磨を標準化する工場へ送り返してCNC研削を行い、研削焼けを防ぐために送り速度と冷却を制御します。・熱処理を最適化する適切な焼き戻しを確実にするため、金属組織検査能力を持つサプライヤーを選定してください。・適切な材料を選択する高負荷条件下では、高速度鋼またはより頑丈な特注スリッターブレードを選択してください。・設置前に点検する新しい刃の刃先と表面を、拡大鏡で確認してください。 7. 明柏科技の推奨事項と検査サービス 明柏機械工具技術有限公司は、縁まで伸びる亀裂、または 0.1mmを超える亀裂は、直ちに使用停止とする必要があります。深さが特定できない亀裂については、ブレードを明白の研究所に送付していただき、浸透探傷検査または磁粉探傷検査を実施いたします。検査報告書には、亀裂の位置、長さ、深さを明記し、使用可能か廃棄かの結論をお伝えいたします。 結論 小さな亀裂だからといってすぐに使えなくなるわけではありませんが、決して軽視してはいけません。亀裂の位置、深さ、使用条件、材質などによって、刃の損傷の程度は大きく異なります。判断に迷う場合は、使用を中止し、点検の上、専門メーカーに相談するのが最も安全な選択です。明百科事典は、亀裂検査およびリスク評価サービスを提供いたします。ウェブサイト:www.mingbaiblade.com

 メール
: Mb@mingbaiblade.com
メール
: Mb@mingbaiblade.com Tel.: +86-13855519988
Tel.: +86-13855519988











 IPv6ネットワークをサポート
|
サイトマップ
|
Xml
|
プライバシーポリシー
IPv6ネットワークをサポート
|
サイトマップ
|
Xml
|
プライバシーポリシー


 ja
ja